
Manual Operasyona SDC315 Band dît
Danasîna taybetî
Berî ku makîneyê bixebitîne, divê her kes vê şiroveyê bi baldarî bixwîne û wê baş bigire da ku ewlehiya amûr û operator, û hem jî ewlehiya yên din bicîh bîne.
2.1 Ev makînek ji bo birrîna lûleyên ku ji PE, PP û PVDF hatine çêkirin tê bikar anîn û ji bo qutkirina materyalên ne-ravekirî nayê bikar anîn; wekî din dibe ku makîne zirarê bide an qezayê çêbike.
2.2 Makîneyê li cîhek ku xetera teqînê heye bikar neynin
2.3 Divê makîne ji hêla personelên berpirsiyar, jêhatî û perwerdekirî ve were xebitandin.
2.4 Divê makîneyê li herêmek hişk were xebitandin. Dema ku di bin baranê de an li ser axa şil tê bikar anîn divê tedbîrên parastinê bêne girtin.
2.5 Hêza têketinê di nav 380V±10%, 50 Hz de ye. Ger xeta têketinê ya dirêjkirî were bikar anîn, pêdivî ye ku rêz têra beşa pêşeng hebe.
2.6 Berî ku hûn yekem bikar bînin rûnê hîdrolîk (N46 ISO3448) tije bikin. Hêjmara rûnê divê bi qasî 2/3 ya tankê be.
Ewlekarî
Nîşaneyên jêrîn inpêvekirîbi makîneyê.
| Hişyarî, xeter! Ji kerema xwe gava ku kar dikin an nêzî deverê bi vê nîşanê re hişyar bin! |  |
| Xetere, şoka elektrîkê! Parçeyên bi vê nîşanê dibe ku xetera rijandina elektrîkê hebe. Dema ku li vir dixebitin baldar bin. |  |
| Hişyarî, destê birîndar bike |  |
3.2. Tedbîrên ji bo Ewlehiyê
Dema ku makîneyê dixebitîne, divê rêwerz û rêzikên ewlehiyê bi baldarî werin şopandin.
3.2.1 Operator divê personelên perwerdekirî û jêhatî be.
3.2.2 Ji bo ewlekarî û pêbaweriya makîneyê salê makîneyê bi tevahî teftîş bikin û biparêzin.
3.2.3 Hêz: qutiya belavkirina elektrîkê divê bi standarda ewlehiya elektrîkê ya têkildar re xwedan qutkirina xeletiya erdê hebe.
Erdkirin: Divê tevahiya malper heman têlê erdê parve bike û pergala girêdana erdê divê ji hêla mirovên pispor ve were qedandin û ceribandin.
3.2.4 Hilberîna makîneyê:
Ji bo xetereyên min divê hemî amûr bi vî rengî bêne xebitandin:
※ Dest nedin parçeyên elektroforê
※ Rakirina kabloyê ji bo veqetandinê qedexe bike
※ Tiştên giran an tûj li ser kabloyan nexin, û germahiya kabloyê di nav germahiya sînorkirî de (70℃) kontrol bikin
※ Li hawîrdora şil nexebitin. Kontrol bikin ka hêl û pêlav zuwa ne.
※ Makîneyê nerijînin
3.2.5 Rewşa însulasyona makîneyê bi periyodîk kontrol bikin
※ Insulasyona kabloyan bi taybetî xalên ku hatine derxistin kontrol bikin
※ Makîneyê di bin şert û mercên giran de nexebitînin.
※ Kontrol bikin ka astengkera xeletiya erdê herî kêm her meh baş dixebite.
※ Erdêkirina makîneyê ji hêla personelên jêhatî ve kontrol bikin
3.2.6 Makîneyê bi baldarî paqij bikin
※ Materyalên ku bi hêsanî zirarê didin însulasyonê bikar neynin (mîna gaz, abrasive, û hebên din)
※ Dema ku kar qediya divê hêz were qut kirin.
Ger tenê li jor behskirî bişopînin, tedbîr dikare baş bixebite.
3.2.7RAWESTANDINA AWARTE
Her rewşek neçaverêkirî çêdibe, ji kerema xwe tavilê "STOP AWARTE" bikirtînin da ku makîneyê rawestînin. Piştî çareserkirina pirsgirêkan, RAWESTANDINA AWARTE li gorî demjimêrê bizivirînin da ku makîneyê dîsa dest pê bikin.
3.2.8 Tengbûna parçeyan:Kontrol bikin ka boriyên rast û hişk hatine saxkirin. Piştrast bikin ku ew nikare berbi operatorê zirarê ve biçe
3.2.9 Personelewlekariya dema xebatê
Zêrîn û zengilan rakin, û cil û bergên berbelav li xwe nekin, ji cil û bergên pêlavan, mustaqên dirêj an porê dirêj ên ku dibe ku bi makîneyê ve girêdayî bin, nekin.
3.2.10Malperê paqij û paqij bimîniny
Malpera qelebalix, pîs û gemar ji xebatê re ne guncan e, ji ber vê yekê girîng e ku malper paqij û paqij bimîne.
3.2.11 Divê tu carî destûr neyê dayîn ku kesê nexwendî ku makîneyê bixebitîne.
3.3 Xetereyên Potansiyel
3.3.1 Band dît
Ev makînek tenê ji hêla kesek pispor an personelên perwerdekirî ve tê xebitandin, wekî din dibe ku qezayek nedilxwaz bibe sedema.
3.3.2 Saw Blade
Qet destê xwe nedin tîra sawê ya ku diherike, an jî dibe sedema birîndarbûnê
3.3.3 Birîna
Berî birrînê, dema veguheztinê xwelîya li derveyî boriyan an xêzikên din ên ku di boriyan de diqeliqî paqij bikin. Ev dikare ji zirara nedilxwaz a tîra sawê an qezayên din dûr bixe
Rêzeya Sepandî û Parametreya Teknîkî
| Awa | SDC - 315 |
| Materyalên ji bo birrîn | PE, PP, PVDF |
| Max. Kapasîteya birrîna | 315 mm |
| Goşeya birrîn | 0°~67,5° |
| Nerastbûna goşeyê | ≤1° |
| Leza rêzê ya tîra sawê | 230 m/min |
| Germahiya hawîrdorê | -5-45℃ |
| Navê min | ~380 V±10 % |
| Pircarînî | 50 Hz |
| Tevahiya niha | 5A |
| Hêza tevahî | 3,7 KW |
| Motora ajotinê | 2,2 KW |
| Motora yekîneya hîdrolîk | 1,5 KW |
| Berxwedana insulasyonê | >1MΩ |
| Max. zexta hîdrolîk | 6 MPa |
| Giraniya tevahî (kg) | 1100 |
Danasîn
Di dema çêkirina kulm, tee û xaçê de boriyên PE dikare were qut kirin, da ku makîneyê xwedan taybetmendiyên karbidestiya xebata bilind û rêjeya karanîna materyalan be.
5.1 Danasîna beşan

| 1. amûra hişyarkirinê | 2. teker tansiyon | 3.pîvana goşeyê | 4. qutiya kontrolê |
| 5. eyarker asta | 6. 67,5 ° kursî | 7. device fix | 8.saw box |
5.2 Panela operasyonê
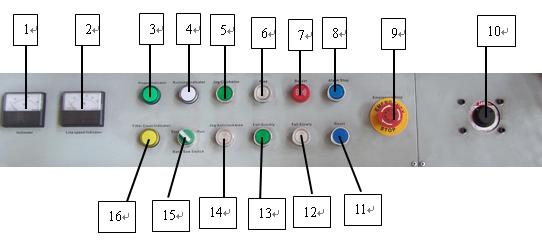
| 1. Voltmetre | 2. Line Speed Indicator | 3. nîşana hêza | 4. Nîşana Running |
| 5. Li gorî demjimêrê bizivirin | 6. Rabe | 7. Buzzer | 8. Rawestandina alarmê |
| 9. Rawestandina acîl | 10.Feed speed adjustor | 11. Reset | 12. Hêdî hêdî dikevin |
| 13. Zû ketin | 14. jog antî saetê de | 15. Guhestina Band dît | 16. nîşana xebatê ya pompeya rûnê |
Lêkirinî
6.1 Rakirin û sazkirin
6.1.1 Ger di dema sazkirinê de forkliftek were bikar anîn, ji binê makîneyê bi baldarî çengê têxe nav da ku zirarê nede çenteyê rûnê an çerxa rûnê.
6.1.2 Dema ku makîneyê tê danîn, pêdivî ye ku makîne bi guheztina guhezkarê astê stabîl û astî bimîne
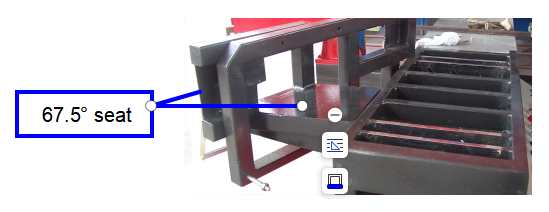
6.1.3 Ev makîneya standard dikare goşeyê 0 ~ 67,5 ° bibire, ger goşeyek di nav 45 ° de hewce be, divê rûniştina 67,5 ° berî xebatê were rakirin.
Emelî
7.1 Destpêk
7.1.1 Makîneyê hêzdar bike, û nîşana hêzê divê pêve be (heke ne li ser be, girêdan xelet e).
7.2 Ceribandina qutiya sawê ku bi zivirandina verastkera leza xwarinê ya li rastê panela xebitandinê ber bi jor û jêr ve diçe.
7.3 Bişkojka "jog li aliyê saetê" û "bişkojka li hemberê demjimêrê jog" bikirtînin da ku arastekirina tîra sawê kontrol bikin. Ger ew di rêça xelet de dizivire, pêwendiya di navbera her du têlên zindî yên ku bi dabînkirina hêzê ve girêdayî ne veguhezînin.
7.4Operasyona birrîna
7.4.1 Pîra girtina goşeyê vekin, qutiya lûleya sawê bi destên xwe bixin goşeya pêwîst (li gorî goşeya pêwîst), û pêça girtina goşeyê bixin.
7.4.2 Qutiya lûleya sawê berbi bilindahiyekê (ji hêla pîvana boriyê ya ku tê birîn ve hatî destnîşan kirin) bilind bikin da ku diranê sawê li ser lûleyan be.
7.4.3 Tîpa birrînê deynin ser maseya kar, pozîsyona birînê rast bikin, û boriyê bi kembera naylonê bi amûra qefilandinê rast bikin.
7.4.4 Tîpa sawê bidin dest pê kirin, dema ku tîra sawê leza diyarkirî bi dest bixe (Dê nîşana xebitandinê bibiriqe), verastkera leza xwarinê bizivirîne da ku qutiya sawê hêdî hêdî bikeve. Leza ketinê divê li gorî pîvan û qalindahiya boriyê were tertîb kirin.
7.4.5 Dema ku birrîn dê biqede, ji kerema xwe boriyê bibire da ku tiliya sawê negire.
7.4.6 Ger di dema birînê de anormaliyek çêbibe bişkojka acîl bitikîne. Piştî çareserkirina pirsgirêkan, RAWESTANDINA AWARTE li gorî demjimêrê bizivirînin da ku makîneyê dîsa dest pê bikin..
7.4.7 Dema ku ew bigihîje pozîsyona sînorkirî ya jêrîn dê tîra sawê bixweber bisekine
7.4. 8 Dema ku birîn biqedînin Boriya birrîn jê bikin û ji nû ve bibirrin.
7.4. 9 Ev makîneya standard dikare goşeya 0~67,5° bibire, heke goşeyek di nav 45° de hewce be, divê rûniştina 67,5° were rakirin berî ku li ser lûleyan bixebite, bi vî rengî tê xuyang kirin:
Baldaynî:
1) Di 30 hûrdeman de piştî qutkirina hêzê ji bo parastina veguherîner dîsa makîneyê hêz bikin.
2) Pêdivî ye ku tevahiya makîneyê were zev kirin da ku ewlehiyê peyda bike
3) Kontrolkirin û domandina pêkhateyên elektrîkê divê ji hêla kesek pispor ve were kirin
Xeletî û Çareserî
Ji kerema xwe amûrên pêvekirî, parçeyên yedek an amûrên din ên bi sertîfîkaya ewlehiyê bikar bînin dema ku parçeyan biparêzin an biguhezînin. Amûr û parçeyên yedek bêyî belgeya ewlehiyê qedexe ne ku werin bikar anîn.
Tablo.1 Têkçûna mekanîkî
| Şanî | Terîf | Lêkolîne | Solutions |
| 1 | Bendê dît tevlihev e | 1. Goşeya rûniştina zivirî bi tundî nayê girtin. 2. Bandora tîrêja tîrêjê hişk nayê teng kirin. 3. Tîra sawê pir hêdî dimeşe an jî kêzika sawê zû dikeve xwarê | 1. Amûra kilîtkirina goşeyê girêdin. 2. Rêzika tansiyonê birêkûpêk bikin da ku tîra sawê ya bandê teng bikin. 3. Leza daketinê kêm bikin û leza rêza tîrêja sawê bilind bikin. |
| 2 | Bendê dît dilop dike | 1. Xwediyên lûleya sawê baş nehatine eyar kirin. 2. Band saw blade ne tengezarî ye. 3. Tekera tîrêja sawê sist dibe. 4. The core valve overflow astengkirin | 1. Xwediyê tîra sawê eyar bikin da ku tîra bandê di pozîsyona çêtirîn de rast bike. 2. Rollerê tansiyonê eyar bikin da ku tîra sawê ya bandê tansiyonê bike. 3. Tekera tîrêja sawê bi xurtî girêdin. 4. paqijkirina core ji valve overflow |
Table.2 Xeletiyên pergala hîdrolîk
| Şanî | Terîf | Sedemên | Solutions |
| 1 | Motora pompa neftê naxebite | 1. Contactor girtî ne 2. Xetên hundurîn têne qut kirin 3. Motor xelet e. | 1. Kontrol bike contactor; 2. Têkilî an fîşê kontrol bikin. 3. Teftîş û tamîrkirina motorê. |
| 2 | Di pergalê de zext tune, û di pompê de dengek bilind | 1. Arasteya zivirîna motora pompeya rûnê ne rast e; 2. Coupler motor û pompeya rûnê veqetandî ye 3. Rûn têr nake an jî pir qirêj e. | 1. Divê ew berevajiyê saetê bizivire; 2. Kontrol bike coupler; 3. Rûnê tije bikin an biguherînin; |
| 3 | Leza rakirina silindera sereke pir zû an jî pir hêdî ye | 1. Zexta pergalê pir zêde an kêm e; 2. Valveya throttle bi xeletî tête rast kirin; 3. Valveya çîçekê ya kontrolkirî bi xeletî tête rêve kirin. | 1. Zexta pergalê eyar bikin; 2. Eyar valve throttle; 3. Eyar valve yek alî. |
| 4 | Zext nikare li ser bilindtir were sererast kirin an jî guheztina zextê pir mezin e | 1. Navika valveya servekirî tê asteng kirin 2. Parzûna rûnê tê asteng kirin. 3. Bingeha valveya Overflow tê asteng kirin | 1. Veqetînin & şuştin an biguhezînin valveya zêdebûnê 2. Parzûna rûnê bişo. 3 .Berika valveya servekirî ji hev veqetînin û paqij bikin. |
Circuit & Hydraulic Unit Diagram
9.1 Diagrama yekîneya dorhêlê (Navnîşana pêvekê)
9.2 Diagrama yekîneya hîdrolîk (Navnîşana pêvekê)





